NMP Solvent Recovery
TKS offers NMP solvent recovery systems for use in battery manufacturing facilities.
Battery Manufacturing HVAC
An NMP solvent recovery system is an advanced HVAC system for use in lithium-ion battery electrodes manufacturing facilities. It includes a clean room, permanent total enclosure (PTE), duct system, activated carbon or zeolite adsorption and desorption wheel, heating, cooling, pumps, fans, and condensing system and tank. The adsorption wheel is designed to capture N-Methyl-2-pyrrolidone (nMP) and other volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) from battery manufacturing process exhausts.
The NMP concentrator system consists of three main phases: adsorbing, where the NMP is captured; desorbing, where the NMP is heated and released; and condensation and collection, where the NMP is cooled, liquified, and collected in a tank for re-use after a purification process to remove the contaminant chemicals.

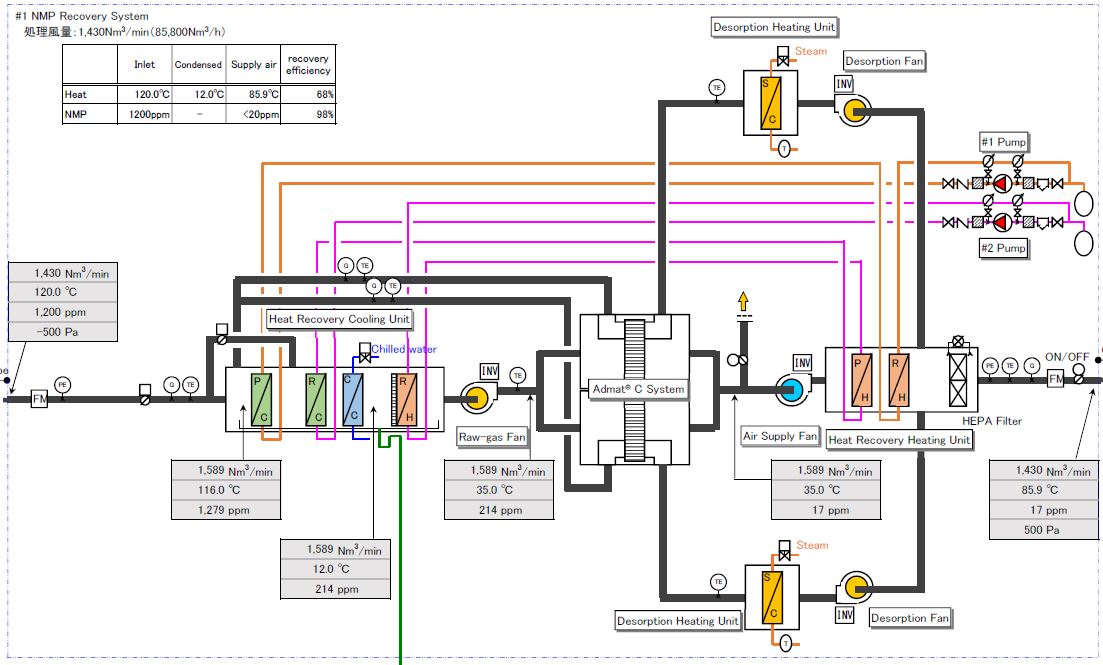
A heat exchanger is used to recover waste heat from the Desorber and heat the fresh air coming in to the Desorber. The entire NMP system is closed-loop, ensure 99% recovery of the NMP solvent.
NMP Recovery Operation
NMP Recovery consists of three primary process steps:
- Adsorption: Exhaust air from lithium ion battery electrode manufacturing carrying low-concentration NMP is propelled through a zeolite wheel; the NMP emissions are captured (adsorbed) by the zeolite beads at room temperature.
- Desorption: The NMP-laden "spent" zeolite is rotated around to the Desorption airflow where it is heated to 300-400°F and the NMP solvent is released into a small volume, concentrated air stream.
- Collection: The small volume air stream with concentrated NMP is is cooled below the boiling point, condensing the NMP into a liquid where it can be collected and easily transported at chilled temperatures.
NMP Recovery Systems
Taikisha's revolutionary NMP system offers energy savings and environmental friendliness by recovering NMP used in the manufacturing process of lithium-ion batteries.
This system recycles "clean" exhaust gas as fresh air supply back into production areas at a rate of 100%, a closed loop system. Offering NMP recovery efficiency of 99%, and waste heat recovery of 60% or higher. Since delivering our first system in 1995, we have provided nearly 50 systems worldwide as of 2022.
NMP has a high boiling point and a low vapor pressure at room temperature, allowing for highly-concentrated NMP to be easily condensed by cooling down below room temperature for recovery. NMP is a fairly expensive solvent, so the recovery and recycling of NMP can lead to a reduction of operating costs (OpEx) for owners.
Taikisha's Proprietary NMP Recovery System
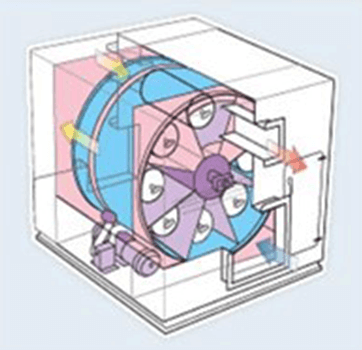
Adsorption & Desorption Wheel
The largest equipment piece is the Adsorption/Desorption wheel used to concentrate the NMP solvent in a small airstream for energy-efficient cooling and recovery.
Cooling Condenser for Collection
The key feature of the NMP recovery process is a cooler, providing for the condensation of the NMP solvent into a liquid where it can easily be stored in a tank for purification and reuse.

Activated Zeolite Adsorption Materials
The key ingredient, a specially-designed, synthetic zeolite adsorbent manufactured specifically for use in NMP Recovery systems worldwide.
Reduced Waste & Environmental Impact
Up to 90% reduction in waste and wastewater generated, when compared to an equivalently sized Wet Scrubber solution, and up to 50% reduction in electricity, depending on inlet conditions.
Reduced VOC and HAP Emissions
Up to 50% reduction in VOC and hazardous air pollutant (HAP) emissions versus a Wet Scrubber. The closed-loop system provides for 99% capture of NMP and other HAPs.
Reduced Operating Costs
Perhaps the greatest benefit to owners is a reduced OpEx cost, saving them significant money by capturing and reusing the expensive NMP solvent.

Lithium-in Battery Electrode Manufacturing
NMP Solvent Recovery Systems with a Zeolite Concentrator systems are used in the semiconductor, electronics, battery, printing, and solvent recovery industries.

Medium-to-Large Air Volumes
NMP Recovery systems have been installed to treat exhaust volumes from 10,000 cfm (16,990 m3/hr) to 100,000+ cfm (169,900 m3/hr). A larger volume of air may be treated using a combination of multiple Adsorber units.

Low-to-Medium NMP Concentrations
Concentrator units are ideal for NMP concentrations collected as part of large Permanent Total Enclosure (PTE).

Exhausts containing VOCs & HAPs
The NMP Recovery & Solvent Concentrator system works best for industrial exhausts containing gaseous NMP solvent. Other organic solvents, including VOCs, HAPs, and other volatile organics will hamper the system's ability to collect NMP. Inorganic waste gases such as H2S, ammonia, and acid gases are a better fit for a wet/gas scrubber.

Avoid these situations
VOC Concentrator doesn't work with exhaust temps above 120°F, exhausts containing alcohols with low boiling points or long-chain organics with high boiling points. Customers should also avoid non-volatiles and compounds prone to polymerization or joining reactions with other exhaust chemicals.

NMP Capture Efficiency of 99%
The TKS NMP Recovery system offers efficiencies of 99% or higher, depending on the combination of the PTE effectiveness, other solvents, and their inlet concentrations.

Concentration Ratios of 10:1 to 20:1
The zeolite rotor concentrator offers a 10:1 to 20:1 concentration ratio, using hot air as the desorption flow gas.

Waste heat recovery of 60% or higher
Using a combination of air-to-air heat exchangers (HEXs) the TKS NMP recovery system offers waste heat recovery of 60% or higher, improving your plant's energy efficiency.
Frequently Asked Questions
About NMP Recovery
.jpg)
Most batches of zeolite last about one year, but it does vary some based on the solvent loading, total run time, and type of solvents, particularly the percentage high boiling point solvents.
Smaller NMP Recovery systems can fit in a 50' x 50' area, but medium-to-large NMP Recovery require a 50' x 100' area.
As of 2022, the Taikisha NMP Recovery system has been installed 50 times worldwide since introduction in 1995, at several different Fortune 500 companies.
The zeolite rotor concentrator itself is completely inorganic and incombustible. The solvents themselves can combust, if heated to a high temperature, but when compared to activated carbon concentrator wheel, zeolite has a low risk of combustion, offering improved saftey for your associates.
TKS Offers
NMP System Service Packages

Turn-key Equipment Installation
Let TKS handle every aspect of your project from start-to-finish.

Annual On-site
NMP Concentrator Assessments
TKS yearly NMP Concentrator health check assessments to evaluate performance, zeolite life, and perform critical preventative maintenance tasks. Let the experts handle the maintenance for you.

Purchase Replacement Admat Cassettes
Ready to replace your activated zeolite cartridges? We're here to help with quick turnaround times.